15905263789

15905263789

手 機:15905263789
電 話:0523-88150069
傳 真:0523-88150069
網 址:www.fooiwr.cn
地 址:泰州市姜堰區張甸鎮蔡官工業集中區

在實際應用過程中,采用普通的脈寬調制的方法調節燃燒占空比時,當占空比接近0%或100%時,銷售工業井式爐間斷或燃燒的時間太短,現場的運行效果不理想,于是我們引人了小時間這一概念,將間斷和燃燒的小時間定為3秒,當占空比接近0%或100%時,延長相應的燃燒和間斷時間即可解決這一問題。脈沖燃燒作為一項新技術有著廣闊的應用前景,可廣泛應用于陶瓷、冶金、石化等行業,對提高產品質量、降低燃耗、減少污染將發揮重大作用,工業井式爐廠家是工業爐行業自動控制的一次革新,將成為未來工業爐燃燒技術的發展方向。中頻感應加熱電爐的實際的生產中占有重要的比例,尤其在圓鋼的鍛前加熱,淬火設備中占有重要的地位。

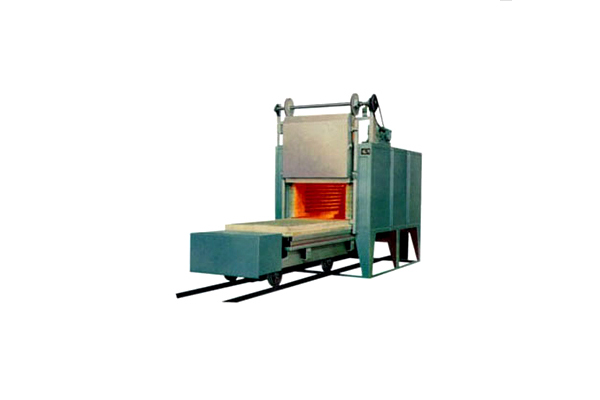
燃氣為液化氣,天然氣,焦爐煤氣,城市煤氣,轉爐煤氣,混合煤氣,發生爐煤氣,高爐煤氣等。銷售工業井式爐工業爐按供熱方式分為兩類:一類是火焰爐(或稱燃料爐),用固體、液體或氣體燃料在爐內的燃燒熱量對工件進行加熱;第二類是電爐,在爐內將電能轉化為熱量進行加熱。工業爐按熱工制度分為兩類:一是間斷式爐,又稱周期式爐,其特點是爐膛內不劃分溫度區段,爐子按一班或兩班生產,在每一加熱周期內爐溫是變化的,如各種室式爐、臺車式爐、井式爐、罩式爐等;二是連續式爐,其特點是爐膛內劃分溫度區段,工業井式爐廠家一般由預熱、加熱(高溫)、均熱(保溫)三個區段組成,爐子為三班連續生產,在工業爐加熱過程中每一區段內的溫度可認為是不變化的,如二段或三段連續式加熱爐、推桿式加熱爐和熱處理爐、環形爐、步進式爐、振底式爐、沖天爐及石灰窯等。
每個換向閥配有一個氣動三聯件,氣動三聯件應定期進行加油和清渣、排水。加油時先關閉氣動三聯件前手閥,銷售工業井式爐然后卸下油杯加油,油杯的油量以不超過滿刻度為宜。油料為氣動三聯件指定的霧化油,亦可用32#透平液壓油替代。油的霧化速度調整至以3~5天霧化一杯油為宜,同時保證3~5天內加油一次。工業井式爐廠家加油時如有必要,可一起進行清渣、排水。如氣動三聯件不霧化油,應及時對三聯件進行檢修或更換。

二十世紀50 年代,無芯感應爐得到迅速發展。后來又出現了電子束爐,利用電子束來沖擊固態燃料,能強化表面加熱和熔化高熔點的材料。工業井式爐廠家用于鍛造加熱的爐子早是手鍛爐,其工作空間是一個凹形槽,槽內填入煤炭,燃燒用的空氣由槽的下部供入,工件埋在煤炭里加熱。惠州工業井式爐這種爐子的熱效率很低,加熱質量也不好, 而且只能加熱小型工件,以后發展為用耐火磚砌成的半封閉或全封閉爐膛的室式爐, 可以用煤,煤氣或油作為燃料,也可用電作為熱源,工件放在爐膛里加熱。
燃燒裝置是爐子的心臟部分,銷售工業井式爐它工作的好壞直接影響到能源消耗量的多少。國內成功地應用在工業爐的燃燒器有:調焰燒嘴、平焰燒嘴、高速噴嘴、自身預熱燒嘴、低氧化氮燒嘴等,研制成蓄熱式燒嘴,為適應煤氣和柴油的使用提供了多種先進的燃燒器。正確地使用高效先進燃燒器一般可以節能5%以上。其中應用較廣的有:平焰燒嘴、高速燒嘴和自身預熱燒嘴。工業井式爐廠家平焰燒嘴適合在加熱爐上使用,高速燒嘴適用于各類熱處理爐和加熱爐,自身預熱燒嘴是一種把燃燒器、換熱器、排煙裝置組合為一體的燃燒裝置,適用于加熱熔化、熱處理等各類工業爐。

高溫空氣燃燒技術是90年代發展起來的一項燃燒技術。高溫空氣燃燒技術通過蓄熱式煙氣回收,惠州工業井式爐可使空氣預熱溫度達煙氣溫度的95%,爐溫均勻性≤±5℃,其燃燒熱效率可高達80%。該技術具有高效節能、環保、低污染、燃燒穩定性好、燃燒區域大、燃料適應性廣、便于燃燒控制、設備投資降低、爐子壽命延長、操作方便等諸多優點[6,7]。工業井式爐廠家但高溫空氣燃燒還存在諸如各熱工參數間和設計結構間的定量關系,控制系統和調節系統的優化,燃氣質量和蓄熱體之間的關系,蓄熱體的壽命和蓄熱式加熱爐的壽命的提高等一些問題,有待進一步去探索。


