15905263789
歡迎來到泰州市宏景瑞電氣設(shè)備制造有限公司網(wǎng)站!

15905263789

手 機(jī):15905263789
電 話:0523-88150069
傳 真:0523-88150069
網(wǎng) 址:www.fooiwr.cn
地 址:泰州市姜堰區(qū)張甸鎮(zhèn)蔡官工業(yè)集中區(qū)

脈沖燃燒則不然,無論在何種情況下,燒嘴只有兩種工作狀態(tài),一種是滿負(fù)荷工作,另一種是不工作,供應(yīng)直埋型補(bǔ)償器只是通過調(diào)整兩種狀態(tài)的時(shí)間比進(jìn)行溫度調(diào)節(jié),所以采用脈沖燃燒可彌補(bǔ)燒嘴調(diào)節(jié)比低的缺陷,需要低溫控制時(shí)仍能保證燒嘴工作在佳燃燒狀態(tài)。在使用高速燒嘴時(shí),燃?xì)鈬姵鏊俣瓤欤怪車纬韶?fù)壓,將大量窯內(nèi)煙氣吸人主燃?xì)鈨?nèi),進(jìn)行充分?jǐn)嚢杌旌希娱L了煙氣在窯內(nèi)的滯流時(shí)間,增加了煙氣與制品的接觸時(shí)間,金華直埋型補(bǔ)償器從而提高了對流傳熱效率,另外,窯內(nèi)煙氣與燃?xì)獬浞謹(jǐn)嚢杌旌希谷細(xì)鉁囟扰c窯內(nèi)煙氣溫度接近,提高窯內(nèi)溫度場的均勻性,減少高溫燃?xì)鈱Ρ患訜狍w的直接熱沖擊。

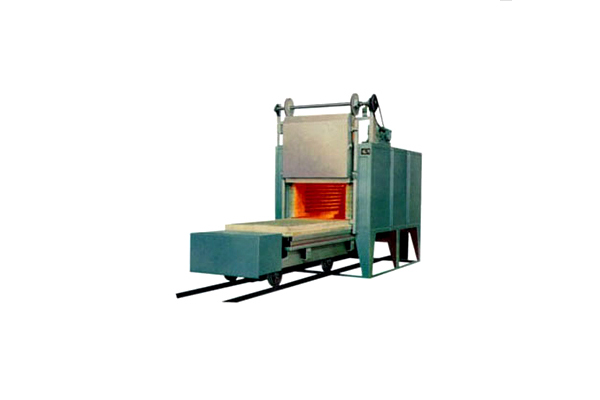
工業(yè)爐的主要制作注意點(diǎn)!工業(yè)爐的主要使用原理等等我們都是比較了解的,所以我們需要知道該如何制作。金華直埋型補(bǔ)償器關(guān)于工業(yè)爐的主要制作注意點(diǎn)如下:焚燒器的挑選,爐子設(shè)計(jì)者須對爐子的熱能使用常識較全部了解。爐子輻射段和對流段的熱負(fù)荷合理分配以及傳熱面的擺放組織。選用新技術(shù),爐型的挑選、燃料的挑選。焚燒設(shè)備。新材料時(shí),尚要注重選用的新技術(shù),新材料的先進(jìn)性與可靠性,經(jīng)濟(jì)性相結(jié)合。用添加傳熱面積方法來進(jìn)步爐子熱效率的時(shí)分,除要避免低溫?zé)煔飧g之外,還需要注重添加面積后對體系阻力的影響工業(yè)爐的熱效率和燃料消耗量。爐門及臺車的動(dòng)力均是由電動(dòng)機(jī)提供的,并具有可控制動(dòng)功能。直埋型補(bǔ)償器生產(chǎn)電爐各活動(dòng)機(jī)構(gòu)采用連鎖控制,即爐門打開后自動(dòng)切斷加熱元件的電源,同時(shí)恢復(fù)臺車行走時(shí)的電源;爐門關(guān)閉后自動(dòng)切斷臺車行走電機(jī)的電源,同時(shí)恢復(fù)加熱元件的電源,防止由于誤操作而發(fā)生事故。加熱元件采用高溫電阻合金絲繞制成帶狀和螺旋狀,分別吊掛在爐側(cè)及擱置臺車擱絲磚上,并用高鋁瓷釘和擱絲磚固定,防止脫出。臺車上按裝有耐壓抗高溫的鑄鋼爐底板,以承載工件之用。

在實(shí)際應(yīng)用過程中,采用普通的脈寬調(diào)制的方法調(diào)節(jié)燃燒占空比時(shí),當(dāng)占空比接近0%或100%時(shí),供應(yīng)直埋型補(bǔ)償器間斷或燃燒的時(shí)間太短,現(xiàn)場的運(yùn)行效果不理想,于是我們引人了小時(shí)間這一概念,將間斷和燃燒的小時(shí)間定為3秒,當(dāng)占空比接近0%或100%時(shí),延長相應(yīng)的燃燒和間斷時(shí)間即可解決這一問題。脈沖燃燒作為一項(xiàng)新技術(shù)有著廣闊的應(yīng)用前景,可廣泛應(yīng)用于陶瓷、冶金、石化等行業(yè),對提高產(chǎn)品質(zhì)量、降低燃耗、減少污染將發(fā)揮重大作用,直埋型補(bǔ)償器生產(chǎn)是工業(yè)爐行業(yè)自動(dòng)控制的一次革新,將成為未來工業(yè)爐燃燒技術(shù)的發(fā)展方向。中頻感應(yīng)加熱電爐的實(shí)際的生產(chǎn)中占有重要的比例,尤其在圓鋼的鍛前加熱,淬火設(shè)備中占有重要的地位。
如果換向系統(tǒng)報(bào)警后不能及時(shí)排除故障并恢復(fù)運(yùn)行,可采取如下處理措施:如換向系統(tǒng)報(bào)警后操作工在關(guān)閉手閥后仍不能及時(shí)排除故障而排煙溫度超標(biāo)時(shí),直埋型補(bǔ)償器生產(chǎn)關(guān)停引風(fēng)機(jī),并關(guān)小空煤氣調(diào)節(jié)閥,組織相應(yīng)的人員盡快處理故障。換向閥定期(可一年左右)打開檢修孔,供應(yīng)直埋型補(bǔ)償器檢查密封圈、閥板、連桿的使用情況,必要時(shí)可隨時(shí)打開檢查。
![]()
159-0526-3789
,大口徑金屬軟管")
電 話 : 0523-88150069
傳 真 : 0523-88150069
網(wǎng) 址:www.fooiwr.cn
地 址:泰州市姜堰區(qū)張甸鎮(zhèn)蔡官工業(yè)集中區(qū)
Copyright ? 泰州市宏景瑞電氣設(shè)備制造有限公司 備案號:蘇ICP備2020061841號
